
Imprimante 3D. Maintenance – Ultimaker Support. Maintenance – Ultimaker Support. Cleaning the Ultimaker 2+ – Ultimaker Support. Maintenance imprimante 3D. (en cours de rédaction) Public Pré-requis (pré-requis à détailler) : avoir obtenu toutes autres habilitations 'de base' sur l'impression 3D - savoir lire un plan technique (sous sa forme numérique) Nombre de place.

Ultimaker 2+ et Extended+ – Makershop. Comment éviter le "Warping" – Makershop. Le "warping" est le terme employé lorsque la pièce se soulève et se détache au niveau des angles sur le plateau d'impression.

Ce phénomène se produit à cause du rétrécissement du matériau lors de l'impression 3D. Lorsque les plastiques sont imprimés, ils se dilatent d'abord légèrement et se contractent lorsqu'ils refroidissent. Calibration du plateau – Makershop. Afin d'obtenir la distance parfaite entre le plateau et la buse, vous devez niveler le plateau d'impression.

Cette partie doit être faite avant d'imprimer avec votre Ultimaker 2+ pour la première fois, mais également de manière périodique. Lors de la première utilisation vous serez guidé à travers les étapes pour la nivelage du plateau d'impression. Attendez dans un premier temps que l'Ultimaker 2+ fasse son retour au point d'origine (homing) et poursuivez lorsque la tête d'impression se trouve au centre, à l'arrière du plateau.Assurez-vous que la buse soit proche du plateau d'impression sans que celle-ci le touche.Ajustez d'abord les écrous moletés avant droit et gauche pour grossièrement niveler le plateau.
Filament rongé par le feeder – Makershop. Lorsque le matériau ne sort plus de la buse et que de la poussière est visible dans le feeder, cela signifie que le filament a été rongé.

Le fil qui a traversé le feeder peut paraître aplati et la roue moletée du feeder peut s'enfoncer dans celui-ci. Lorsque cela se produit, le feeder ne pourra plus transférer le matériau et continuera à ronger le filament. Comment aligner les axes X/Y – Makershop. Il faut faire un réalignement des axes X/Y lorsque les géométries imprimées ne sont plus conformes.

Par exemple, lorsque les formes modélisées rondes sont imprimées ovalisées. Pour cette étape, munissez-vous des outils d'alignement et une clé 6 pans 2mm. Déverrouillez les 2 poulies se trouvant sur l'axe X au fond de l'imprimante.Positionnez les outils d'alignement de chaque coté de l'axe X.Déplacer la tête d'impression pour que les vis de serrage des poulies soient visibles puis clipser les outils d'alignement sur l'axe.Pousser la poulie gauche contre la structure de l'imprimante et visser la vis de serrage avec la clé 6 pans.Retirer ensuite l'outil d'alignement de son axe.Déplacer la tête d'impression jusqu'à ce que la vis de serrage de la poulie avant droite soit visible puis clipser les outils d'alignement sur l'axe.Pousser la poulie droite contre la structure de l'imprimante et visser la vis de serrage.Répéter ces étapes pour les 2 poulies sur l'axe Y gauche.
Nettoyage de la buse (méthode atomique) – Makershop. La méthode atomique permet de déboucher la buse de votre Ultimaker.

Elle retire la saleté ou les résidus de filament restés dans la buse. Cette méthode est très simple car vous n'avez pas besoin de démonter la tête d'impression ou le hotend. Conseil: Cette méthode permet de déboucher votre buse mais elle est également utile lors du passage d'un matériau nécessitant une température d'impression inférieure. De cette façon, tous les résidus du matériau précédent sont éliminés. Message d'erreur "Z Switch Broken or Z Switch Stuck" ER05-ER06 – Makershop. Si vous obtenez l'une de ces erreurs, cela signifie qu'il y a un problème avec le capteur de fin de course Z.
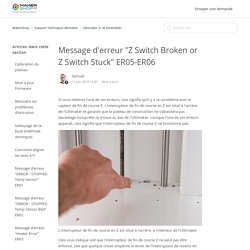
L'interrupteur de fin de course en Z est situé à l'arrière de l'Ultimaker et garantit que la plateau de construction ne s'abaissera pas davantage lorsqu'elle se trouve au bas de l'Ultimaker. Lorsque l'une de ces erreurs apparaît, cela signifie que l'interrupteur de fin de course Z ne fonctionne pas.